Como Colocar Inserts de Latón en Piezas Impresas en 3D
001
002
003
004
Si una pieza impresa en 3D va a montarse y desmontarse varias veces, confiar en una rosca hecha solo en plástico suele ser una mala idea. Antes o después se pasa de rosca, cede o empieza a coger holgura. Los inserts de latón resuelven justo eso: convierten una pieza impresa en una base mucho más duradera para tornillería estándar.
Esta guía recoge los métodos más comunes, desde el más simple hasta soluciones prácticamente industriales, y añade recomendaciones para elegir bien según material, volumen de trabajo y nivel de exigencia.
001
Cuándo merece la pena usar inserts
Usarlos tiene sentido cuando:
- vas a desmontar la pieza con frecuencia;
- la unión trabaja con vibración o carga;
- necesitas una rosca más fiable y repetible;
- quieres un acabado más profesional.
En piezas funcionales, los inserts suelen ser una mejora pequeña en coste y grande en fiabilidad.

002
Antes de empezar: lo que de verdad decide el resultado
Hay tres factores que marcan la diferencia:
- diámetro correcto del agujero;
- temperatura adecuada para el material;
- alineación vertical del insert.
Puedes tener un buen soldador y aun así dejar un insert torcido si el agujero está mal o si entras con presión desigual.
Método 1: inserción a presión (press-fit)
Es el método más sencillo y el más rápido para prototipos. Se basa en inserts de expansión o moleteados que se introducen en frío.
Qué necesitas
- inserts de expansión M2–M8;
- tornillo compatible;
- pieza impresa con agujero ligeramente inferior al diámetro del insert.
Cómo hacerlo
- diseña el agujero un poco más pequeño que el insert;
- imprime la pieza;
- alinea el insert;
- presiónalo con fuerza constante;
- atornilla para que el moleteado expanda y muerda el plástico.
Cuándo usarlo
- prototipos rápidos;
- piezas no críticas;
- montajes donde no habrá mucha temperatura ni esfuerzo.
Limitaciones
Es el método menos robusto. Puede aflojarse antes con vibración, calor o desmontajes repetidos.
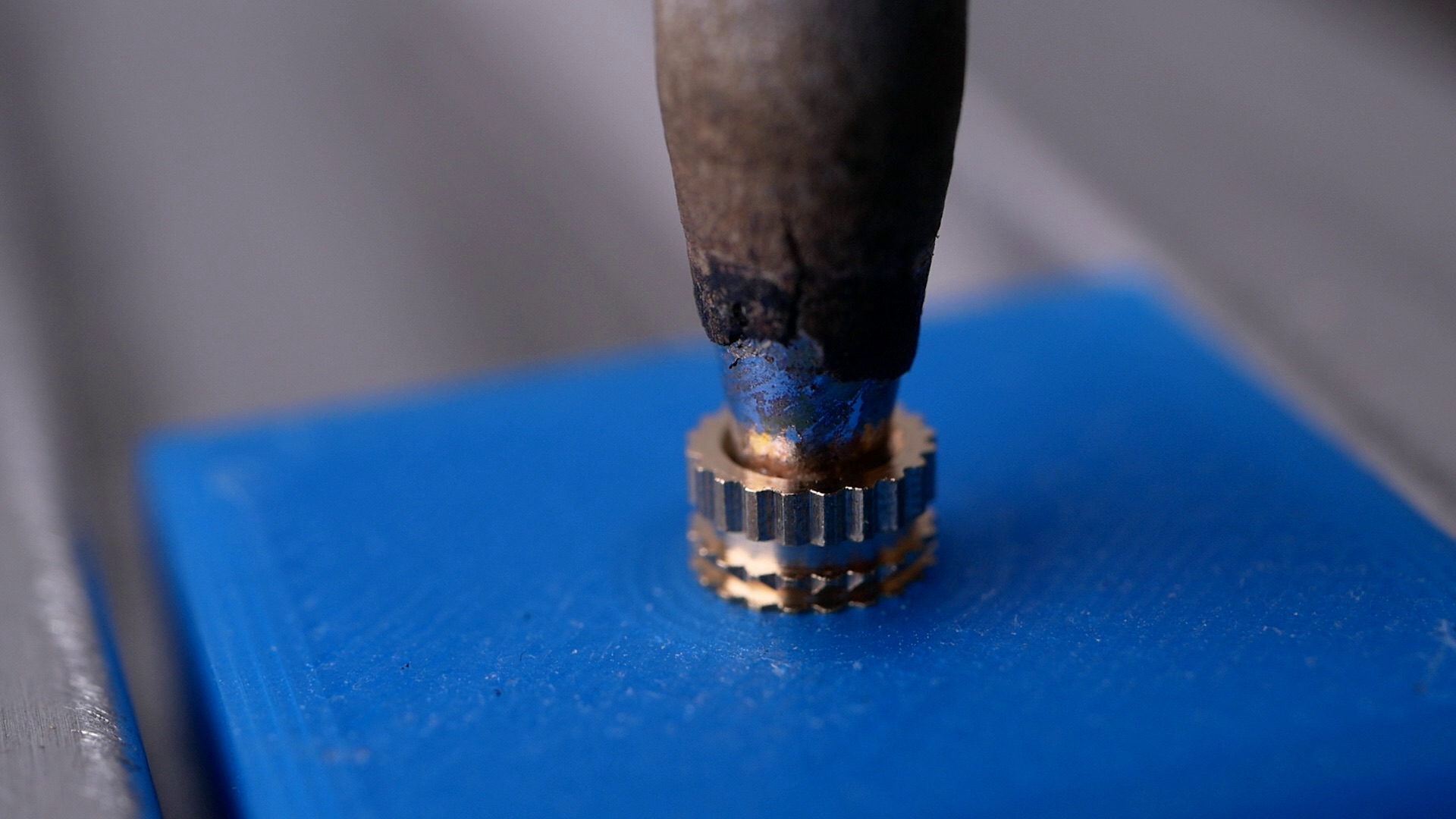
Método 2: soldador regulable

003
Es probablemente el mejor equilibrio entre coste, facilidad y resultado en un taller doméstico.
Qué necesitas
- soldador regulable;
- punta para inserts o adaptador;
- inserts termofijados;
- guantes térmicos;
- una superficie estable para trabajar.
Temperaturas orientativas
- PLA: 225 °C
- PETG: 245 °C
- ABS: 265 °C
No tomes estos valores como dogma absoluto: son una base de partida. Marca, impresora y geometría cambian el comportamiento.
Paso a paso
- precalienta el soldador durante 1–2 minutos;
- coloca el insert recto sobre el agujero;
- apoya la punta dentro del insert;
- aplica presión suave y constante;
- deja que el plástico se ablande y el insert baje solo;
- para cuando quede al ras;
- retira el soldador y deja enfriar sin tocar.
Ventajas
- barato;
- fácil de repetir;
- muy buen resultado para la mayoría de usuarios.
Método 3: pistola o estación de aire caliente
La estación de aire es útil cuando quieres repartir mejor el calor o trabajar piezas delicadas donde el soldador concentra demasiado una zona pequeña.
Cuándo interesa
- piezas grandes;
- zonas con poca masa alrededor del agujero;
- materiales sensibles a deformación local;
- inserts que quieras asentar de forma más progresiva.
Proceso básico
- ajusta temperatura según material;
- inmoviliza la pieza;
- calienta la zona de forma controlada;
- inserta con presión suave;
- deja enfriar sin mover.
Ventaja clave
Menos concentración térmica puntual y más control visual del proceso.
Método 4: prensa térmica para inserts
Cuando el trabajo deja de ser puntual y pasa a ser repetitivo, una herramienta guiada de presión térmica merece la pena.

004
Qué aporta
- profundidad constante;
- inserción perfectamente vertical;
- más velocidad;
- menos piezas mal asentadas.
Cuándo compensa
- series medianas o largas;
- producción recurrente;
- piezas donde repetir exactamente el mismo asiento importa mucho.
Método 5: inserción ultrasónica
Es la solución más industrial. Utiliza vibración ultrasónica para fundir el plástico alrededor del insert con muy poca presión mecánica.
Lo mejor
- máxima repetibilidad;
- muy buen control dimensional;
- ideal para piezas delicadas o impresas en resina.
Lo menos atractivo
- coste de equipo;
- poca lógica para un taller doméstico medio.
Cómo elegir método sin perder tiempo
Si estás empezando
Usa soldador regulable. Es el punto más equilibrado entre resultado y coste.
Si solo haces prototipos rápidos
El press-fit puede bastar, siempre que no esperes demasiada resistencia.
Si produces bastante
Piensa en prensa térmica. La consistencia ahorra mucho retrabajo.
Si trabajas piezas muy delicadas
La estación de aire o incluso soluciones más industriales pueden darte más control.
Errores comunes
Agujero mal dimensionado
Es el error más frecuente. Un ejemplo orientativo publicado para M4 es 5.7–5.8 mm, pero siempre conviene calibrar con pruebas porque no todos los inserts ni todos los materiales se comportan igual.
Temperatura demasiado alta
Quema el plástico, agranda el agujero y deja el insert flojo.
Temperatura demasiado baja
Te obliga a empujar más de la cuenta y favorece que el insert quede torcido.
Presión desigual
Un insert torcido casi nunca se arregla bien “corrigiéndolo al final”. Mejor entrar recto desde el principio.
Inserts de baja calidad
Se nota enseguida: mal chaflán, tolerancias pobres y peor agarre.
Troubleshooting rápido
El insert se queda torcido
Revisa perpendicularidad, diámetro del agujero y si estabas aplicando demasiada fuerza antes de que el material estuviera listo.
El plástico rebosa demasiado
Seguramente estás trabajando demasiado caliente o hundiendo el insert demasiado rápido.
El insert gira al atornillar
Suele indicar agujero sobredimensionado, calor excesivo o mala calidad del insert.
Trabajo con piezas de resina
Aquí conviene ser prudente con el calor. En muchos casos es mejor irse a epoxi de dos componentes o a inserts pensados específicamente para ese material.
Materiales recomendados
La base publicada menciona marcas y equivalentes del estilo Ruthex o AMTEC, además de soldadores y estaciones con control de temperatura. No hace falta ir a lo más caro, pero sí merece la pena evitar inserts genéricos muy pobres.
FAQ breve
¿Qué método recomendaría para la mayoría de usuarios?
Soldador regulable con buenos inserts termofijados. Es la opción más práctica y más equilibrada.
¿Press-fit sirve de verdad?
Sí, pero sobre todo para piezas no críticas o prototipos. No es la opción más robusta.
¿Puedo usar el mismo ajuste para PLA y PETG?
No conviene. El PETG suele requerir más temperatura y responde distinto al calor.
¿Hace falta diseñar la pieza pensando en inserts?
Sí. Si el agujero y la zona de apoyo no están bien resueltos, el resultado nunca será tan bueno como podría.
Cierre
Colocar inserts de latón bien es una de esas mejoras pequeñas que cambian por completo la sensación de calidad de una pieza impresa. Si lo haces con buen agujero, buena temperatura y buena alineación, la diferencia frente a una rosca impresa es enorme.