Cañón exterior de fibra de carbono forjada para rifles Airsoft M4/AR15 AEG
001
Fabricar un cañón exterior de carbono forjado para una M4/AR15 no es el proyecto más simple del taller, pero sí uno de los más interesantes si buscas reducir peso, ganar rigidez y conseguir una estética distinta a la de una pieza estándar. La idea de esta guía es dejar un proceso claro, realista y repetible para quien ya tenga cierta soltura con impresión 3D, resinas y ajustes de precisión.


001
El enfoque parte del contenido publicado por Sychev Lab: moldes impresos en 3D, fibra de carbono, resina epoxi y un tubo comercial de carbono como cuerpo principal.
Qué vas a conseguir con este proyecto
Un cañón exterior bien resuelto en carbono forjado puede aportar tres ventajas reales:
- menos peso en la parte delantera de la réplica;
- más rigidez que algunas soluciones plásticas;
- una estética muy limpia y poco habitual.
No es un proyecto pensado para improvisar con prisas. Si te tomas el tiempo en preparación, curado y alineación, el resultado puede quedar muy por encima de una simple pieza experimental.
Materiales, herramientas y seguridad
Materiales
- tubo comercial de fibra de carbono, típicamente 18 × 16 × 500 mm;
- fibra de carbono cortada;
- resina epoxi para composites;
- cera desmoldeante;
- PVA opcional como agente de separación extra;
- PLA para imprimir los moldes;
- adhesivo epoxi estructural para el ensamblaje final.
Herramientas
- impresora 3D FDM;
- Dremel o herramienta rotativa con disco fino;
- sargentos o sistema de cierre para el molde;
- lijas de grano 80 y 240;
- brocha o espátula para distribuir la mezcla;
- alcohol isopropílico para limpieza.
Seguridad
Trabaja siempre con:
- mascarilla adecuada;
- gafas de protección;
- guantes;
- buena ventilación.
La fibra de carbono y las resinas no son un material para manipular “a lo rápido”. Especialmente al cortar o lijar, evita generar polvo innecesario y no trabajes sin protección.
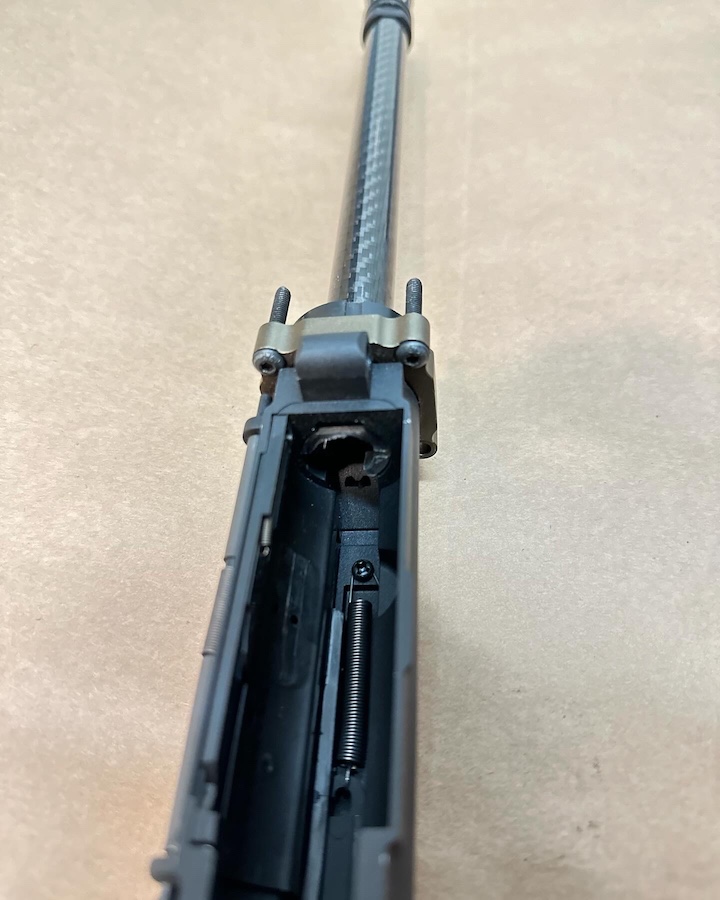
Cómo está planteado el sistema
Según la base actual, el conjunto se organiza alrededor de cuatro elementos:
- punta de boca o soporte de supresor;
- estructura interna de soporte para hop-up;
- tubo de carbono como cuerpo principal;
- unión final con adhesivo epoxi estructural.
La lógica es buena porque separa funciones: el tubo hace de estructura ligera, mientras las piezas internas resuelven ajuste, soporte y alineación.
Paso 1: imprimir y preparar los moldes
Recomendaciones de impresión
Aunque el contenido original no entra en todos los parámetros finos, para moldes funcionales suele ser buena práctica trabajar con:
- altura de capa en torno a 0.20 mm;
- suficientes perímetros para evitar deformación;
- relleno medio/alto si el molde va a recibir presión;
- orientación que favorezca un cierre limpio y una cavidad lo más fiel posible.
Preparación después de imprimir
- retira soportes con cuidado;
- lija ligeramente las zonas de contacto con grano 240;
- haz una prueba en seco del encaje del molde antes de usar resina;
- corrige cualquier roce o escalón evidente antes de seguir.
Este paso parece menor, pero un molde mal repasado acaba multiplicando problemas en el desmoldeo y en el acabado de la pieza.
Paso 2: preparar bien el molde
Antes de cargar fibra y resina, deja el molde listo.
Checklist previa
- limpia bien las superficies interiores;
- aplica 3 a 5 capas finas de cera desmoldeante;
- pule entre capas si el producto lo requiere;
- usa PVA si quieres una seguridad adicional;
- sella uniones exteriores si hay riesgo de fuga.
El error típico aquí es quedarse corto con el desmoldeante por prisa. Luego la pieza sale peor, cuesta más abrir el molde o directamente se daña.
Paso 3: preparar la fibra y la resina
El objetivo no es empapar la fibra hasta que chorree, sino lograr una impregnación uniforme. Exceso de resina suele significar más peso, más rebaba y peor control del conjunto.
Procedimiento recomendado
- pesa la fibra de carbono ya cortada;
- mezcla la resina siguiendo la proporción del fabricante;
- remueve sin meter aire en exceso;
- impregna la fibra de forma ligera y homogénea.
Paso 4: laminado manual y cierre del molde
Con la mezcla lista:
- coloca la fibra en la cavidad del molde;
- distribúyela con una brocha o útil similar;
- revisa esquinas y zonas profundas;
- cierra el molde con la otra mitad.
Después, aplica presión de forma progresiva con sargentos o tornillos. La idea es compactar sin desplazar bruscamente el material hacia un solo lado.
Paso 5: compresión y curado
El contenido publicado recomienda una referencia clara:
- cerrar el molde de forma progresiva;
- dejar salir el exceso de resina por los canales previstos;
- limpiar el rebose antes de que cure por completo;
- dejar curar entre 12 y 24 horas a 20–25 °C.
No intentes abrir el molde “a ver cómo va” a mitad de proceso. En composites, la impaciencia sale cara.
Paso 6: cortar el tubo de carbono
Aquí hay dos prioridades: seguridad y precisión.
Procedimiento
- marca la longitud con cinta;
- corta con Dremel y disco fino;
- gira el tubo lentamente para mantener el corte uniforme;
- si puedes, reduce el polvo con una ligera pulverización;
- lija los bordes con grano 240.
Qué revisar al terminar
- que el corte quede lo más perpendicular posible;
- que no queden fibras abiertas en el borde;
- que el ajuste con el soporte interno no tenga juego excesivo.
Paso 7: desmoldeo, lijado y acabado
Cuando el curado se haya completado:
- abre el molde con calma;
- evita hacer palanca sobre detalles finos;
- si la pieza se resiste, aplica calor suave con secador;
- elimina rebabas con grano 80;
- refina con grano 240;
- limpia con alcohol isopropílico antes de sellar o barnizar.
Paso 8: ensamblaje final
La unión final debe hacerse con cuidado porque aquí te juegas la concentricidad del conjunto.
Orden recomendado
- aplica epoxi estructural en la punta de boca y en el soporte interno;
- inserta el conjunto en el tubo de carbono;
- verifica alineación y concentricidad;
- corrige antes de que el adhesivo empiece a fijar;
- deja curar completamente según la ficha del adhesivo.
Errores comunes y cómo evitarlos
Exceso de resina
Genera más peso, más rebaba y a veces peor acabado. Mejor menos y bien distribuida.
Falta de desmoldeante
Es una de las formas más rápidas de arruinar una pieza buena. No recortes tiempo justo ahí.
Cortes torcidos en el tubo
Luego cuestan el doble en alineación y acabado. Marca bien y corta despacio.
Desmoldar antes de tiempo
Aunque parezca duro por fuera, el interior puede no haber curado del todo. Espera la ventana completa.
Troubleshooting rápido
La pieza sale con burbujas o huecos
Revisa la forma de impregnar la fibra y la presión aplicada al cerrar el molde.
El desmoldeo cuesta demasiado
Suele indicar poca preparación del molde, falta de cera o zonas con geometría difícil de extraer.
El cañón queda desalineado al montar
Comprueba perpendicularidad del corte, tolerancias del soporte y tiempo de trabajo del adhesivo.
FAQ breve
¿Este proyecto es apto para principiantes?
Solo si ya has trabajado algo con impresión 3D y resinas. Si es tu primer contacto con composites, conviene practicar antes con piezas más pequeñas.
¿La fibra de carbono realmente merece la pena en airsoft?
Sí, sobre todo cuando buscas ligereza delante y una pieza rígida con un acabado distinto al habitual.
¿Puedo usar cualquier epoxi?
Para el laminado y para el pegado final conviene usar productos adecuados a cada fase. En el ensamblaje final, mejor un adhesivo estructural.
¿Qué punto es el más crítico?
La suma de tres: buena preparación del molde, curado completo y alineación final del conjunto.
Cierre
Un cañón exterior de carbono forjado bien ejecutado no es solo una pieza llamativa: puede ser una mejora real en peso, rigidez y personalidad del montaje. La clave está en respetar proceso, tiempos y tolerancias.
Si vas a publicar esta guía junto al producto o a los archivos, encaja muy bien acompañarla con fotos del molde, del corte del tubo y del ensamblaje final. Son los puntos donde más valor visual y técnico gana el contenido.
[!INFO]
Te interesa este proyecto y quieres repetir-lo? Bien me puedes contactar para facilitarte los modelos de las piezas mencionadas, siempre y cuando
me menciones en los créditos y compartas mi perfil o pagina web.